
當前位置:武漢松盛光電科技有限公司>>激光錫焊整機>> 激光焊接 錫絲填充激光自動焊錫一體化設備


產品外觀:

桌面式溫度反饋精密激光錫焊整體解決方案
系統組成:
汽車電子激光焊接 錫絲填充激光錫焊一體機由多軸機器人,溫度反饋系統,CCD同軸對位系統以及半導體激光器系統所構成,該系統所具備的溫度反饋和CCD同軸對位功能,能夠有效的保證焊接點的恒溫焊接,能有效的保證精密部件的精準對位,保證量產中的有效良率。
1.大功率半導體激光器系統
激光加熱源采用大功率紅外半導體激光模塊,波長915、980等可選;功率30W-200W可選;實時溫度反饋的功能可對焊接進行溫度控制,可以對最小直徑0.3mm的微小區域進行溫度控制,控溫精度為±3攝氏度,通過對溫度的精確控制,可以充分把握焊接效果和避免焊接工件受損。
2.CCD同軸視覺定位系統
該設備配有視覺定位系統,專為精密焊接準備,可通過待加工件上的MARK點定位或焊點定位,控制十字工作臺運動到加工點位置,避免工件的誤差帶來的焊接問題。同時視覺定位系統也可作為監視裝置,CCD成像可實時觀察工作情況。該視覺系統功能強大,除常規的標記碼定位外,還具有通過視覺分析自動找尋焊接位置的功能。
3.溫度反饋系統
溫度反饋功能,多年行業深耕自主設計的溫度控制反饋系統,通過對焊點處溫度的實時監測、反饋,可保證焊點溫度在設定溫度值,不會造成焊點處的燒毀,溫度測量范圍100-600度。
4.精密送錫機構
專業的送焊錫絲機構,傳送焊錫絲直徑0.5mm-1.2mm; 送絲精度0.1mm; 通過程序可以控制送焊錫絲的長度和速度。
產品優勢:
1.激光非接觸焊接,無機械應力損傷,熱效應影響較小,可有效避免傳統焊接工藝中遇到的焊點被遮擋、受熱區域大損傷工件、擠壓工件等問題;
2.激光加熱,焊點瞬間升溫,溫度反饋系統,對焊點溫度實時測量、監控,可實時負反饋控制焊點的溫度,并能實時呈現焊接溫度曲線,保證焊接的良率;
3.激光光路,CCD光路,測溫光路三點同軸。解決了行業內多光路重合難題,并避免復雜調試;
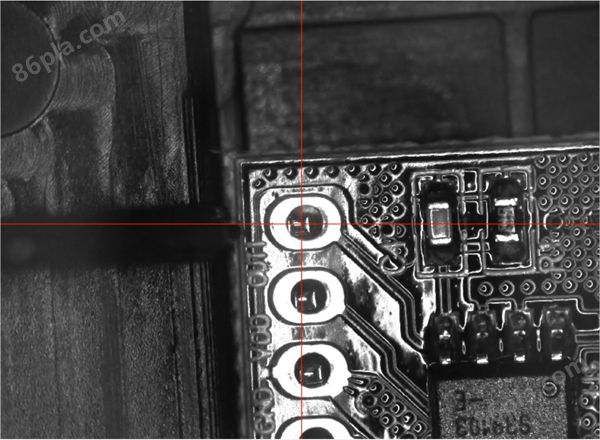
激光非接觸焊接圖示
4.精準的高清晰同軸CCD定位及加工監視系統,可清晰呈現焊點并及時校正焊接坐標,可實現自動定位,糾正由于微小零件尺寸及位置偏差帶來的影響,便于實現大批量流水線精密焊接加工,以應對日益增長的人工成本;同時CCD系統也可以對加工過程實時監控;
5.相比較于烙鐵自動焊錫機器人,無烙鐵頭的變量,焊接過程穩定可靠,非常適合于與生產線上其他自動化工序的集成;
6.應用軟件系統方便易學,操作方式安全,可快速應用于產線;
7.成熟可靠,20年半導體激光器研發、使用經驗,10年自動焊錫經驗。
性能參數:
| 焊接方式 | 無接觸激光焊接 |
| 激光器波長 | 915/980 (可選) |
| 光纖芯徑 | 400μm(200μm,600μm可選) |
| 適用錫絲直徑 | 0.5mm-1.2mm |
| 焊盤面積 | 0.1mm以上 |
| 輸出功率 | 20W-200W(標準配置80W) |
| 最小激光光斑大小 | 50μm(取決于選配激光器) |
| 聚焦范圍 | 50-190mm |
| 工作平臺傳動方式 | 伺服電機+滾珠絲桿 |
| 焊接范圍 | 200mmX300mm(標準) 更大范圍更定制 |
| 控制方式 | 高性能工業PC控制,溫度反饋,恒溫焊接 |
| 供電電源 | 220(110)V/50(60)Hz |
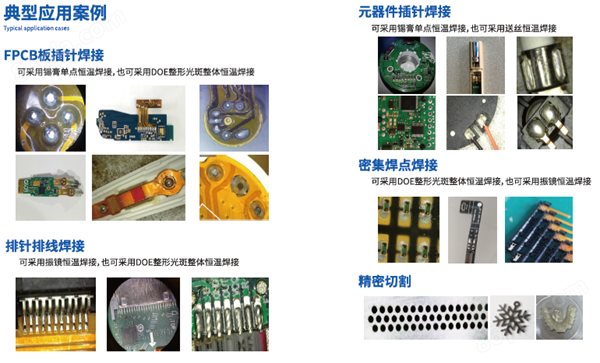
應用范圍:
由于具有對焊接對象的溫度進行實時高精度反饋控制特點,尤其適用于焊點周邊存在無法耐受高溫部件和熱敏元器件的高精度焊錫加工。如高密度PCB上局部焊錫,各種汽車電子精密傳感器焊錫等。(溫度敏感)
由于激光焊接采用激光光學加熱的方式,具有“指哪焊哪"的特點,隨著現代激光光學器件的飛速發展,溫度反饋激光焊錫系統非常適合于微型器件焊接,如手機揚聲器、微型馬達、連接器、攝像頭、VCM組件,CCM組件,手機開線等等。(微小器件焊接)
溫度反饋激光焊錫系統的加熱源采用了大功率半導體激光器,由于半導體激光器系統具有在焊接過程的功率穩定性高這一先天優勢,激光焊錫系統是全自動流水線作業的“絕配",如自動加錫膏,自動焊錫,自動灌封膠,自動在線測試,自動裝配的全自動生產線,自動化制造系統(AMS)、柔性生產線(FMS)等。(自動化焊接)
樣品展示(部分):
武漢松盛光電科技有限公司堅持以客戶為中心,為客戶提供完善的咨詢、試樣、安裝、調試、培訓、維修等售前和售后服務。
溫馨提示:桌面式溫度反饋精密激光錫焊整體解決方案不支持網上訂購,產品均以實際配置計價為準,網上標價均為統一虛價,給您造成的不便還請諒解!具體價格請溝通后計算配置而定,謝謝!
請輸入賬號
請輸入密碼
請輸驗證碼
掃一掃訪問手機商鋪
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,塑料機械網對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。















 塑料機械網
塑料機械網