 塑料機械網
塑料機械網






詳細介紹
切削油是由精煉基礎油復配不同比例的硫化豬油、硫化脂肪酸酯、極壓抗磨劑、潤滑劑、防銹劑、防霉殺菌劑、抗氧劑、催冷劑等添加劑合成,產品因此對數控機床本身、刃具、工件的*保護性能。切削油有*的潤滑極壓效果,有效保護刀鋸并延長其使用壽命,可獲得*的工件精密度和表面光潔度。
在金屬切削加工中,切削每次都在新生面上進行,速度變化每分鐘數毫米至數百米,壓力高達2~3GPa。切削時除外摩擦外,還有刀鋸與切入金屬內部的分子內摩擦,切削區界面溫度可達600~800℃。這樣的高溫高壓會使刀鋸的強度和硬度降低,因此切削油必須兼具冷卻、潤滑、清洗和防銹四個作用。
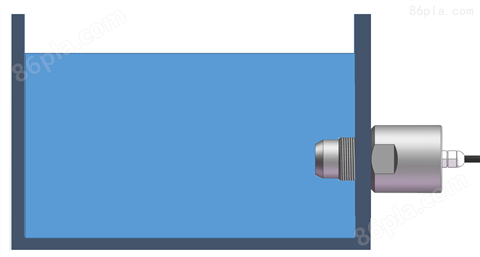
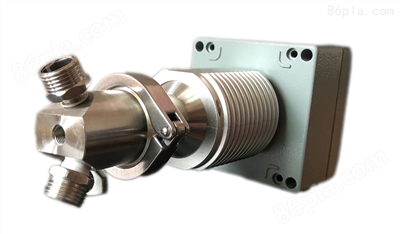
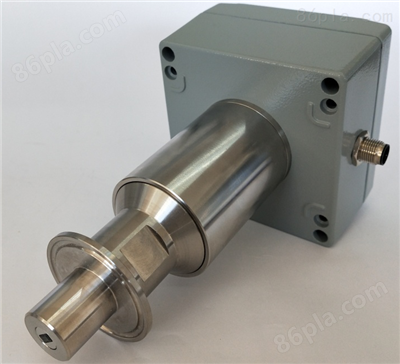
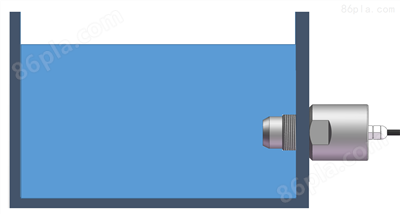
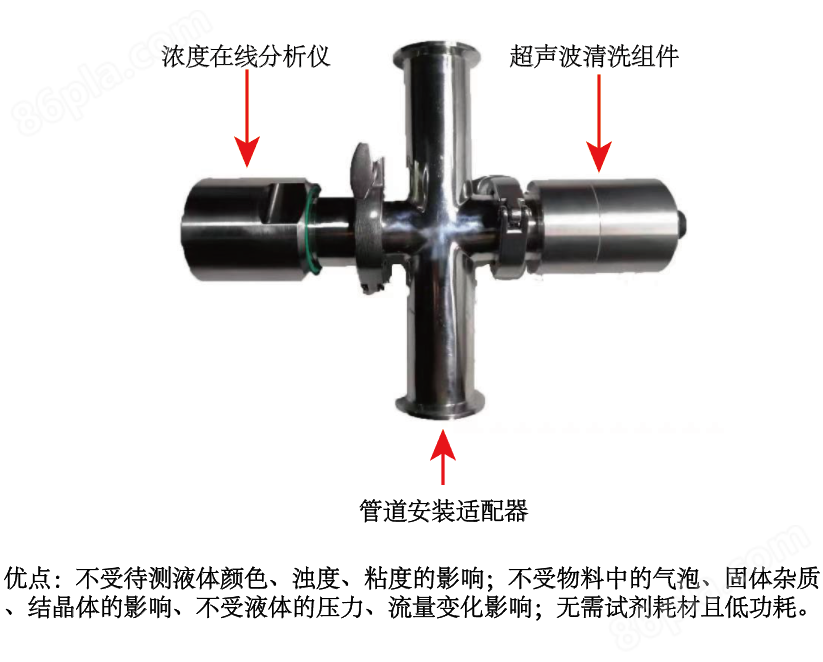
博芮思切削液集中供液在線濃度監測控制系統利用折光的原理測得切削油溶液的折光率,折光率與切削油溶液的濃度有對應關系。通過換算從而得到切削油溶液的實際濃度。這種測量原理穩定性好,精度高,它適用于管道安裝或容器壁處的安裝,以及其它等多種安裝方式;儀器結構緊湊,操作簡單;具有測量步驟簡單,測量結果精準,安裝便捷的優點。可以24小時實時在線切削油濃度;具有出廠線性校準及自動溫度補償功能,具備在線棱鏡自動清洗功能。 檢測不受待測物料的顏色、濁度、粘度的影響; 不受物料中氣泡、固體雜質、結晶體的影響; 不受液體壓力變化、流量突變、湍流現象影響; 結構緊湊,操作簡單;相關的濃度數據可通過 4-20mA 信號遠傳至 PLC/DCS /變頻器進行監控或控制。

博芮思切削液集中供液在線濃度監測控制系統的優點:
1.在線連續檢測,不再需要人工頻繁取樣實驗室檢測,節省大量人力、財力
2.消除人工檢測誤差,保證產品*性
3.連續測量,迅速反饋,提升產品質量
4.提高自動化程度,相關的濃度數據可通過組網的形式與中控室連接
5.不受介質中氣泡、短毛、纖維雜質等影響
主要技術參數
測量范圍 0.0~ 50.0%
分辨率 0.1%
溫度范圍 0 ~ 60℃(溫補)
測量精度±0.1%
環境溫度 0.0 ~ 60.0℃
溫度測量精度 ±0.5℃
耐壓 1.0MPa測量時間 默認 5 秒測量 1次
防護等級 測量部分IP67
安裝方式 螺紋,法蘭盤,卡盤等。支持定制。
輸出 模擬輸出:24V 4~20mA 對應濃度 0.0 ~50.0%
數字輸出:RS485,可定制其他輸出方式。
電源輸入 DC +24V±10% 電流<100mA
 塑料機械網
塑料機械網