 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)



詳細(xì)介紹
相關(guān)的技術(shù)參數(shù)可以根據(jù)產(chǎn)品量身定制,并提供各類輔助設(shè)備,幫助用戶完善復(fù)合生產(chǎn)線。
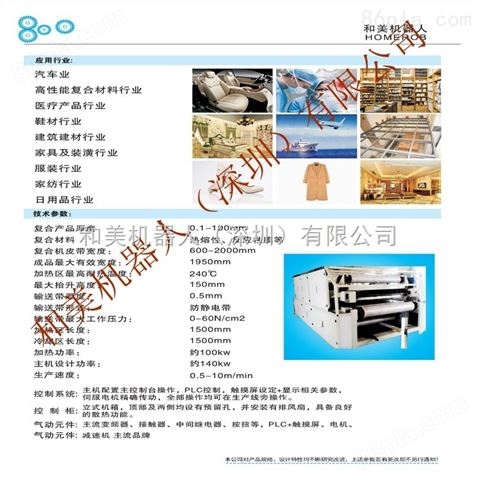
技術(shù)參數(shù)
復(fù)合產(chǎn)品厚度0.1-100mm
復(fù)合材料:熱熔性、反應(yīng)性膜等
復(fù)合機(jī)皮帶寬度 1300mm
成品zui大有效寬度1100mm
熱區(qū)zui高耐熱溫度:240℃
zui大抬升高度:150mm
輸送帶厚度:0.5mm
輸送帶形式:防靜電帶
輸送帶zui大工作壓力:0-60N/cm2
加熱區(qū)長度:1500mm
冷卻區(qū)長度:1500mm
加熱功率:約100kw
主機(jī)設(shè)計功率:約140kw
生產(chǎn)速度:0.5-10m/min
控制系統(tǒng):主機(jī)配置主控制臺操作,PLC控制,觸摸屏設(shè)定+顯示相關(guān)參數(shù), 伺服電機(jī)精確傳動,全部操作均可在生產(chǎn)線旁操作。
控制柜:立式機(jī)箱,頂部及兩側(cè)均設(shè)有預(yù)留孔,并安裝有排風(fēng)扇,具備良好的散熱功能。
電氣元件:主流變頻器、接觸器、中間繼電器、按扭等,PLC+觸摸屏、電機(jī)、 減速機(jī)
氣動元件:主流品牌
放卷+平臺片
材放卷裝置 1套
采用方管焊接機(jī)架,掛鉤放卷,繃布器用手動翻調(diào)節(jié)張力。配有平臺小車。
熱壓復(fù)合裝置
1套
由上下輸送帶、加熱裝置、冷卻裝置、上下輸送帶間隙調(diào)整裝置、壓輥恒壓力裝置組成。
上下輸送平帶:由上下各一條防靜電特氟龍平帶組成,平帶周邊有拉簧拉動,動力由鏈條傳動,平帶由電機(jī)通過主動輥及鏈條上下同步拖動。
加熱裝置:由上下加熱板對稱分布加熱,對特氟龍平帶均勻加熱,保證左右溫差平衡,上下加熱板分布由六組溫控儀獨立控制、顯示,保證加熱溫度。
冷卻裝置:由上下冷卻模版對稱分布,對特氟龍平帶均勻冷卻,模版通入冷卻水經(jīng)冷凍機(jī)組循環(huán),保證冷卻長度,確保冷卻均勻不變形。
平帶間隙調(diào)整裝置:通過電機(jī)對兩側(cè)升降機(jī)進(jìn)行電動控制,由長度位移傳感器進(jìn)行測量、反饋。間隙可由PLC面板設(shè)定控制。
壓輥間隙調(diào)整裝置:由長度位移傳感器進(jìn)行測量反饋,間隙可由PLC面板設(shè)定。
壓輥恒壓力裝置:通過氣缸及調(diào)壓閥對上下輥氣動壓力進(jìn)行自動調(diào)整,壓力可由PLC面板設(shè)定。
設(shè)備主架體由方管,鋼板組成,裝有防護(hù)罩,可調(diào)節(jié)地腳。
切邊+牽引機(jī)組 1套
采用方管焊接機(jī)架,安裝有2組碗形切刀,普通電機(jī)單獨控制,手動調(diào)整切邊寬度;橡膠壓輥直徑240,伺服電機(jī)+控制器驅(qū)動,氣缸控制壓力大小。
隨動式橫切裝置 1套
采用方管焊接機(jī)架,由油缸和剪切刀組成橫切裝置和電機(jī)+導(dǎo)軌及齒輪齒條組成的隨動同步裝置。
收卷+斷布 1套
采用方管焊接機(jī)架,表面收卷方式,伺服電機(jī)+控制器驅(qū)動;設(shè)有橫向斷布刀,可實現(xiàn)電動切斷,配有糾偏系統(tǒng)。
平板復(fù)合機(jī)選配輔助設(shè)備
冷卻循環(huán)系統(tǒng) 1套
冷凍機(jī)組:單機(jī)頭,制冷量10-15萬KCca
廠方配置設(shè)備 (1)辦公室、廠房、倉庫。
(2)避雷針設(shè)備。
(3)消防系統(tǒng)、滅火器、消防栓。
(4)內(nèi)線聯(lián)絡(luò)機(jī)。
(5)照明設(shè)備。
氣源部分 (1)電源至空氣壓縮機(jī)控制箱內(nèi)配線材料及施工。
(2)壓縮空氣0.5MPa;0.3立方/分鐘。
(3)氣源至機(jī)器的輸氣管道材料及施工。
電源部分 (1)配電容量不小于120KW之配電設(shè)施。
(2)配電室至機(jī)器控制箱配線材料及施工。
(3)公共設(shè)施照明設(shè)備之配線施工。
(4)機(jī)器接地裝置。
冷卻部分 冷卻機(jī)(冷卻水至機(jī)器)的配套材料及施工。
排氣部分 排氣管(排氣機(jī)至室外)的配套材料及施工。
搬運部分 機(jī)器的搬運,就位及協(xié)助安裝。
接地部分 機(jī)器接地裝置
 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)