 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)










詳細(xì)介紹
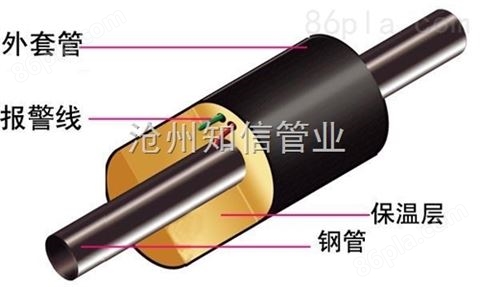
聚氨酯保溫鋼管廠家用質(zhì)量和服務(wù)縱橫捭闔:高密度聚乙烯外護(hù)管聚氨酯泡沫塑料預(yù)制直埋保溫管以其優(yōu)秀的功能,方便的施工及運(yùn)用年限長(zhǎng)(30年-50年)而倍受人們歡送,其構(gòu)造爲(wèi):外維護(hù)層、保溫層、防滲漏層三局部,外維護(hù)層資料爲(wèi)聚乙烯夾克管或玻璃鋼或其它資料。敷設(shè)方式有直埋、架空、地溝三種方式。
聚氨酯保溫鋼管的施工特點(diǎn):
1.降低工程造價(jià)
據(jù)有關(guān)部門測(cè)算,雙控制供熱管道,普通狀況下可以降低工程造價(jià)的25%(采用玻璃鋼做維護(hù)層)和10%(采用高密度聚乙烯做維護(hù)層)左右。
2.熱損耗低,浪費(fèi)動(dòng)力
低溫預(yù)制直埋保溫管比其他過來常用的管道保溫資料低得多,保溫效果進(jìn)步4~9倍。再有其吸水率很低,約爲(wèi)0.2kgm2。吸水率低的緣由是由于聚氨酯泡沫的閉孔率高達(dá)92%左右。低導(dǎo)熱系數(shù)和低吸水率,加上保溫層和里面防水功能好的高密度聚乙烯或玻璃鋼維護(hù)殼,改動(dòng)了傳統(tǒng)地溝敷設(shè)供熱管道“穿濕棉襖”的情況,大大增加了供熱管道的全體熱損耗,熱網(wǎng)熱損失爲(wèi)2%,小于10%的規(guī)范要求。
3.防腐,絕緣功能好,運(yùn)用壽命長(zhǎng)
聚氨酯保溫鋼管廠家用質(zhì)量和服務(wù)縱橫捭闔:低溫預(yù)制直埋保溫管由于聚氨酯保溫管保溫層嚴(yán)密地粘結(jié)在鋼管外皮,隔絕了空氣和水的滲入,能起到良好的防腐作用。同時(shí)它的發(fā)泡孔都是閉合的,吸水性很小。高密度聚乙烯外殼、玻璃鋼外殼均具有良好的防腐、絕緣和機(jī)械功能。因而,任務(wù)鋼管外皮很舒服到外界空氣和水的腐蝕。只需管道外部水質(zhì)處置好,據(jù)國(guó)外材料引見,低溫預(yù)制直埋保溫管的運(yùn)用壽命可達(dá)50年以上,比傳統(tǒng)的地溝敷設(shè)、架空敷設(shè)運(yùn)用壽命高3~4倍。
4.占地少,施工快,有利環(huán)境維護(hù)
: 直埋供熱管道不需求砌筑龐大的地溝,只需將保溫管埋人地下,因而大大增加了工程占地,增加土方開挖量約50%以上,增加土建砌筑和混凝土量90%。同時(shí),保溫管加工和現(xiàn)場(chǎng)挖溝平行停止,只需現(xiàn)場(chǎng)接頭,可以延長(zhǎng)工期約50%以上,預(yù)制直埋保溫管普遍用于液體、氣體的保送管網(wǎng),化工管道保溫工程石油、化工、集中供熱熱網(wǎng)、地方空調(diào)通風(fēng)管道、市政工程等。直埋保溫管是一種保溫功能好,加平安牢靠,工程造價(jià)低的直埋預(yù)制保溫管。無效的處理了城鎮(zhèn)集中供熱中130℃-600℃低溫輸熱用預(yù)制直埋保溫管的保溫、滑動(dòng)光滑和暴露管端的防水成績(jī)。直埋保溫管不只具有傳統(tǒng)地溝和架空敷設(shè)管道難以比較的*技術(shù)、適用功能,而且還具有明顯的社會(huì)效益和經(jīng)濟(jì)效益,也是供熱節(jié)能的無力措施。預(yù)制直埋保溫管采用直埋供熱管道技術(shù),標(biāo)志著中國(guó)供熱聚氨酯保溫管技術(shù)開展曾經(jīng)進(jìn)入了新的終點(diǎn)。[1]
5.可設(shè)置報(bào)警零碎,自動(dòng)檢測(cè)管網(wǎng)滲漏毛病,精確指示毛病地位并自動(dòng)報(bào)警
聚氨酯保溫管設(shè)有滲漏報(bào)警線,一旦管道某處發(fā)作滲漏,經(jīng)過報(bào)警線的傳導(dǎo),便可在公用檢測(cè)儀表上顯示出保溫管道滲水、漏水的精確地位及滲漏水平的大小,以便告訴檢滲人員迅速處置漏水的管段,保證供熱管網(wǎng)的平安運(yùn)轉(zhuǎn)。
1.整圓階段:扇形塊翻開直到一切扇形塊都接觸到直縫焊管內(nèi)壁,此時(shí)步長(zhǎng)范圍內(nèi)直縫焊管內(nèi)圓管中各點(diǎn)半徑大小都簡(jiǎn)直分歧,直縫焊管失掉初步整圓。2.內(nèi)徑階段:扇形塊從前段地位開端降低運(yùn)動(dòng)速度,直到抵達(dá)要求地位,這個(gè)地位是質(zhì)量要求的成品管內(nèi)圓周地位。3.彈復(fù)補(bǔ)償階段:扇形塊在2階段的地位開端進(jìn)一步將低速度,直到抵達(dá)要求地位,這個(gè)地位是工藝設(shè)計(jì)要求的彈復(fù)前直縫焊管內(nèi)圓周地位。4.保壓波動(dòng)階段:扇形塊在彈復(fù)前直縫焊管內(nèi)圓周地位一段工夫堅(jiān)持不動(dòng),這是設(shè)備和擴(kuò)徑工藝要求的保壓波動(dòng)階段。5.卸荷回歸階段:扇形塊從彈復(fù)前直縫焊管內(nèi)圓周地位開端迅速回縮,直到抵達(dá)初始擴(kuò)徑的地位,這是擴(kuò)徑工藝要求的扇形塊zui小膨脹直徑。直縫管在次要使用于自來水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建立。作液體保送用:給水、排水。作氣體保送用:煤氣、蒸氣、液化石油氣。作構(gòu)造用:作打樁管、作橋梁;碼頭、路途、修建構(gòu)造用管等。
:大口徑直縫管次要消費(fèi)流程闡明:
1.板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進(jìn)入消費(fèi)線后,首先停止全板超聲波檢驗(yàn);
2.銑邊:經(jīng)過銑邊機(jī)對(duì)鋼板兩邊緣停止雙面銑削,使之到達(dá)要求的板寬、板邊平行度和坡口外形;
3.預(yù)彎邊:應(yīng)用預(yù)彎?rùn)C(jī)停止板邊預(yù)彎,使板邊具有契合要求的曲率;
4.成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過屢次步進(jìn)沖壓,壓成"J"形,再將鋼板的另一半異樣彎曲,壓成"C"形,zui初構(gòu)成啟齒的"O"形
5.預(yù)焊:使成型后的直縫焊鋼管合縫并采用氣體維護(hù)焊(MAG)停止延續(xù)焊接;
6.內(nèi)焊:采用縱列多絲埋弧焊(zui多可爲(wèi)四絲)在直縫鋼管內(nèi)側(cè)停止焊接;
7.外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側(cè)停止焊接;
: 由于直縫鋼管消費(fèi)的中心工序就是焊接,尤其是高質(zhì)量的石油自然氣鋼管,質(zhì)量要求高,焊接量大,因而要求在確保優(yōu)秀焊接質(zhì)量的同時(shí)盡能夠地進(jìn)步焊接效率。而直直縫鋼管焊縫長(zhǎng)度大(通常單支長(zhǎng)度爲(wèi)12m左右)且焊縫處于程度地位,從而催生了多絲埋弧焊的使用和開展。目前在制管行業(yè)絲數(shù)已開展到4~5絲。與傳統(tǒng)的單絲埋弧焊相比,具有如下優(yōu)點(diǎn):?jiǎn)谓z埋弧焊由于焊接熔池體積小、質(zhì)量小、存在工夫短、結(jié)晶冷卻速度快,在一定的焊接標(biāo)準(zhǔn)下,焊速遭到限制,普通爲(wèi)300~600mm/min,過快的焊速極易招致熔池冷卻結(jié)晶速度快而發(fā)生焊接缺陷,過慢的速度又招致熱輸出過大、熱影響區(qū)增寬而使接頭功能下降、消費(fèi)效率低。而多絲埋弧焊大都是多絲縱向串列,在焊接進(jìn)程中構(gòu)成一個(gè)共用熔池,三絲焊時(shí)熔池長(zhǎng)度即可到達(dá)80~100mm以上,熔池存在工夫長(zhǎng)、冶金反響充沛,有富余的工夫供氣體和雜質(zhì)浮出。焊接質(zhì)量好,只需工藝和標(biāo)準(zhǔn)控制的好,焊接缺陷很少。焊速可到達(dá)1.0~2m/min以上,消費(fèi)效率高。比單絲埋弧焊高3~5倍。30mm以下產(chǎn)品內(nèi)外焊各一道即可完成。同時(shí)經(jīng)過采用合理的坡口方式、婚配高韌性焊絲和高韌性高速燒結(jié)焊劑和合理的焊接工藝標(biāo)準(zhǔn)參數(shù),完*滿足高質(zhì)量焊管對(duì)接頭的質(zhì)量要求,焊接進(jìn)程次要靠設(shè)備才能和工藝保證,對(duì)焊工技藝程度要求不高,便于完成機(jī)械化流水線消費(fèi)。多絲埋弧焊機(jī)組焊接安裝:內(nèi)焊安裝由機(jī)械零碎、電氣控制零碎、焊接零碎、焊劑供應(yīng)及回收零碎、攝像視零碎五局部組成。其中機(jī)械零碎次要包括:焊接機(jī)頭、懸臂梁、懸臂梁支撐機(jī)構(gòu)、焊縫跟蹤調(diào)理零碎、機(jī)座及地線升降架等。外焊安裝比內(nèi)焊復(fù)雜一些,省略攝像視零碎、懸臂梁支撐機(jī)構(gòu)、焊劑供應(yīng)和回收機(jī)構(gòu)也較復(fù)雜,其他與內(nèi)焊根本相反。焊接及電氣控制零碎:焊接零碎次要由焊接電源、送絲控制安裝和送絲機(jī)、地線導(dǎo)電刷等組成,根本配置普通爲(wèi):前絲爲(wèi)林肯DC-1500一臺(tái),后續(xù)各絲爲(wèi)林肯AC-1200N臺(tái)。送絲機(jī)控制安裝:DC配NA-3S、AC配NA-4,送絲機(jī)型號(hào)爲(wèi)NA-3SF。電氣控制零碎次要由主控制柜、操作臺(tái)(含PLC、變頻器、焊接參數(shù)采集零碎、人機(jī)界面等)、攝像視零碎(攝像頭、顯示器)組成。
 塑料機(jī)械網(wǎng)
塑料機(jī)械網(wǎng)