


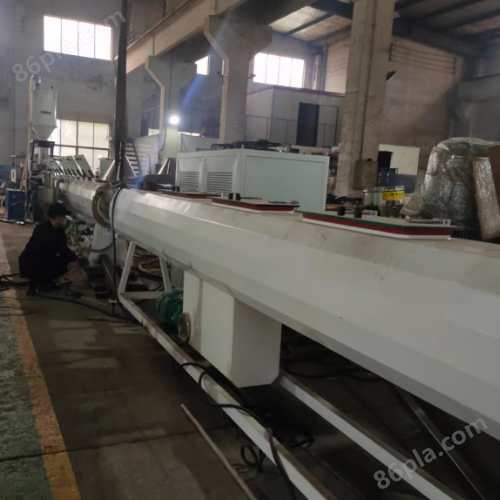



mpp電力管材生產(chǎn)設(shè)備特點和功能:
1.MPP管材生產(chǎn)線選用PP、MPP管材的擠出機,螺桿采用帶屏障和混煉頭結(jié)構(gòu),機筒采用新型開槽機筒,塑化和混煉效果好,擠出量大而且非常穩(wěn)定。
2.模頭具有溶體溫度低,混合性能好,模腔壓力低,生產(chǎn)穩(wěn)定的特點。
3.專門設(shè)計的多段控制真空度的真空定徑箱,保證管材的尺寸穩(wěn)定和圓度。
4.生產(chǎn)線運行及時間由PLC進行程序化控制,設(shè)置有良好的人機界面,所有工藝參數(shù)均可通過觸摸屏進行設(shè)置和顯示。
生產(chǎn)流程
(1)擠塑:在加工過程中,低的MPP電力管可獲得適宜的熔體強度,更寬品級的電力管更適于擠塑。即在合理的勞動組織和合理的操作材料和機械的條件下,預(yù)先劃定完成MPP管單元及格產(chǎn)物所耗損的資源數(shù)量的尺度,它反映一按時期的社會出產(chǎn)力程度的凹凸。對于每一個施工項目,都測算出用工量,包含根底工和其它用工。
(2)滾塑:采用這種加工法的MPP電力管的材料一般被粉碎成粉末料,使其在熱循環(huán)中熔融并流動,其熔體指數(shù)范圍一般為3-8。
(3)薄膜:這種方法制造的MPP電力管,一般用于要求*的拉伸性和防滲性的地方。
(4)吹塑:可用的指標(biāo)如熔體強度、ES-CR和韌性,與用于片材和熱成型應(yīng)用級相似,故相似品級可以采用。
mpp電力管材生產(chǎn)設(shè)備開機前的準(zhǔn)備
①機頭安裝正確處理分流器 支架和模體上氣孔的位置和連通情況;口模、芯模要同心:密封端面要壓緊, 防止漏料;在擠出機的出料端與機頭之間放置分流板;機頭法蘭與擠出機法蘭間的連接要均勻壓緊,若為螺栓連接,應(yīng)在機器預(yù)熱后,再度擰緊。
②加熱圈安裝機頭外的加熱圈在安裝時應(yīng)包緊機頭, 不得與機頭外壁間留有空家,然后安裝好熱電偶,接通電源。
③定型套安裝將裝置安裝在固定位置處后,連通冷卻水進出水管和真空管路(若采用真空定型工藝)。
④溫度的設(shè)定設(shè)置擠出機各 段和機頭加溫預(yù)熱;升溫至設(shè)定溫度后,保持一定時可,使機器和機頭內(nèi)外溫度致。
⑤管道生產(chǎn)線的檢查檢查 和調(diào)整擠管生產(chǎn)線各個機臺,應(yīng)保證各裝置中心位置對中,啟動運轉(zhuǎn)正常:水、氣管路通暢。
















